|
在一般小型注塑机加热系统中,一般有3-4个温区,每个温区功率约为2-3KW。传统的电磁加热改造是采用多个2.5KW控制板,再加上配电箱,构成一个比较复杂的组合电磁加热系统,此方法虽然有节能效果,预热速度也快。但安装数量多,电磁干扰也比较大,接线比较复杂,给工程安装人员带来一定的麻烦。为了减小电磁加热器数量,提高注塑机电磁加热工作性能和安装改造效率,广东江信电子推出一款注塑机专用电磁感应加热多路控制器,额定功率为8KW。多可带4个 线圈,轮流切换工作方式,达到每个温区的加热温度。
注塑机专用电磁加热多路控制器接线说明
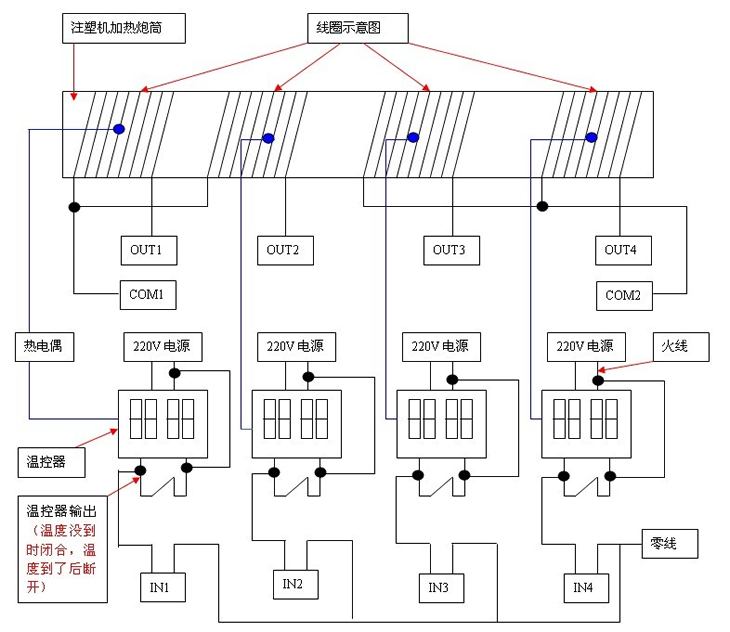
工作原理本分区控制器是针对一个电磁加热机芯分时加热多个区的控制方式,主要用于需要多区加热的注塑机等工业设备加热。各个温区的温控器继电器输出接在本控制器的温控输入端,温控器输入一对应输出一的对应,当对应的输入端输入220V时,则对应的输出端继电器吸合,控制器交流接确器接通,当输入端接通220V时,继电器吸合后,本控制器将启动机芯加热,加热时间默认为15秒钟,当加热15秒钟后,多路控制器依次检测第二个温控器信号,当需要加热时计到达时15秒钟后,则停止区加热,自动轮流第二区加热,依次检测,当都无加热220V电源时,则不加热。本控制器输入信号为原来每个温区的电阻加热220V电源电压。只需要将此输入电压接到IN1、IN2、IN3、IN4时,同时输入信号灯亮,表示输入信号正常。 本分区控制器可以设定线圈的工作时间,默认为15秒,需要更改轮流工作时间时,长按住FRG编程键,显示F-01,再调节  键,调节到F-16时,按住ENTER键进入轮流时间工作设定状态。此时显示15,在闪动,表示等待输入时间,通过 键,调节到F-16时,按住ENTER键进入轮流时间工作设定状态。此时显示15,在闪动,表示等待输入时间,通过 和 和 键调节时间好后,再按住ENTER键3秒钟不放,就自动保存,设定时间范围为5-60秒。 键调节时间好后,再按住ENTER键3秒钟不放,就自动保存,设定时间范围为5-60秒。
线圈制作参数调试方法:通电工作后显示面板默认显示输入工作电流,建议用钳表测输入电流检查一下输入电流是否在额定电流范围,正常工作时每相电流约为10-11A,接按一下  键一次,显示工作频率,正常时显示15-22KHz,高于22KHz,说明线圈绕少了,需要增加线圈;低于15KHz,说明线圈多绕了,需减少线圈。要是工作频率对了,再按 键一次,显示工作频率,正常时显示15-22KHz,高于22KHz,说明线圈绕少了,需要增加线圈;低于15KHz,说明线圈多绕了,需减少线圈。要是工作频率对了,再按 键一次,此时显示相位差状态,正常显示00-03,高于04说明线圈可能比较少,或者保温层可能比较厚,或者线圈间隔可能比较大。当加热到炮桶正常生产温度时,三个参数要符合标准,机器方能理想工作:一,工作电流:(85-100%额定范围内都正常);二,工作频率:10-20KHz;三,工作相位差:00-03。祝您安装顺利! 键一次,此时显示相位差状态,正常显示00-03,高于04说明线圈可能比较少,或者保温层可能比较厚,或者线圈间隔可能比较大。当加热到炮桶正常生产温度时,三个参数要符合标准,机器方能理想工作:一,工作电流:(85-100%额定范围内都正常);二,工作频率:10-20KHz;三,工作相位差:00-03。祝您安装顺利!
|
contact us

佛山市顺德区容桂街道上佳市大围路1号同德智造城3栋301-302

13727351772 18664277928 13679833579

jx@fsjxrn.com.cn